
|
| Information | |||
INJECTION MOLD P1 1 Types of ProcessesTypes of Processes
As indicated in Chapter 1, the family of polymers is extraordinarily large and varied. There are, however, some fairly broad and basic approaches that can be followed when designing or fabricating a product out of polymers or, more commonly, polymers compounded with other ingredients. The type of fabrication process to be adopted depends on the properties and characteristics of the polymer and on the shape and form of the final product.
In the broad classification of plastics there are two generally accepted categories: thermoplastic resins and thermosetting resins.
Thermoplastic resins consist of long polymer molecules, each of which may or may not have side chains or groups. The side chains or groups, if present, are not linked to other polymer molecules (i.e., are not cross-linked). Thermoplastic resins, usually obtained as a granular polymer, can therefore be repeatedly melted or solidified by heating or cooling. Heat softens or melts the material so that it can be formed; subsequent cooling then hardens or solidifies the material in the given shape. No chemical change usually takes place during this shaping process.
In thermosetting resins the reactive groups of the molecules from cross-links between the molecules during the fabrication process. The cross-linked or ured material cannot be softened by heating. Thermoset materials are usually supplied as a partially polymerized molding compound or as a liquid monomer杙olymer mixture. In this uncured condition they can be shaped with or without pressure and polymerized to the cured state with chemicals or heat.
With the progress of technology the demarcation between thermoplastic and thermoset processing has become less distinct. For thermosets processes have been developed which make use of the economic processing characteristics or thermoplastics. For example, cross-linked polyethylene wire coating is made by extruding the thermoplastic polyethylene, which is then cross-linked (either chemically or by irradiation) to form what is actually a thermoset material that cannot be melted again by heating. More recently, modified machinery and molding compositions have become available to provide the economics of thermoplastic processing to thermosetting materials. Injection molding of phenolics and other thermosetting materials are such examples. Nevertheless, it is still a widespread practice in industry to distinguish between thermoplastic and thermosetting resins.
Compression and transfer molding are the most common methods of processing thermosetting plastics. For thermoplastics, the more important processing techniques are extrusion, injection, blow molding, and calendaring; other processes are thermoforming, slush molding, and spinning.
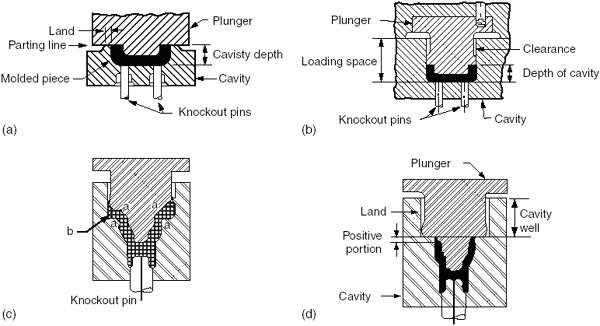 FIGURE PP.2 Compression molds. (a) A simple flash mold. (b) A positive mold. Knockout pins could extend through plunger instead of through cavity. (c) Semi-positive mold as it appears in partly closed position before it becomes positive. Material trapped in area b escapes upward. (d) Semipositive mold in closed position.
The use of compression molding has expanded significantly in recent years due to the development of new materials, reinforced materials in particular.Molding reinforced plastics (RPs) requires two matched dies usually made of inexpensive aluminum, plastics, or steel and used on short runs.
Adding vacuum chambers to compression molding equipment in recent years has reduced the number of defects caused by trapped air or water in the molding compound, resulting in higher-quality finished parts. Another relatively new improvement has been the addition of various forms of automation to the process. For example, robots are used both to install inserts and remove finished parts.
Tooling for Plastics Processing
Tooling for plastics processing defines the shape of the part. It falls into two major categories, molds and dies. A mold is used to form a complete three-dimensional plastic part. The plastics processes that use molds are compression molding, injection molding, blow molding, thermoforming, and reaction injection molding (RIM). A die, on the other hand, is used to form two of the three dimensions of a plastic part. The third dimension, usually thickness or length, is controlled by other process variables. The plastics processes that use dies are extrusion, pultrusion and thermoforming. Many plastics processes do not differentiate between the terms mold and die. Molds, however, are the most predominant form of plastics tooling.
|
|||
|