
|
| Information | |||
17 Different Ways To Molding A Part#01) Injection Moulding
 Injection Moulding is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the mold cavity. After a product is designed, usually by an industrial designer or an engineer, molds are made by a moldmaker (or toolmaker) from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection Moulding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars.
#02) Resin Infusion Moulding
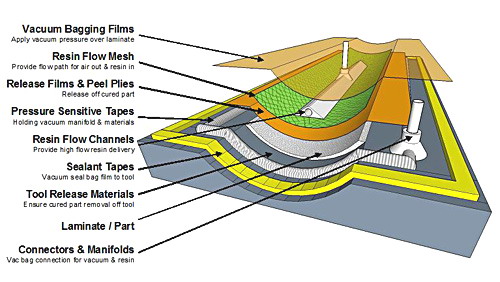 Resin Infusion is a process by which vacuum draws resin into a dry fibre laminate in a one sided mould. A rigid or flexible film membrane is placed over the top and sealed around the mould periphery. Resin infusion is considered a “Closed Mould Process”.
The benefits of resin infusion when compared to non-vacuum bag curing of composite laminates include;-
-Better fibre to Resin ratio
-Stronger laminate
-Low void content
-Reduces operator exposure to harmful emissions
-Reduced resin usage due to pre-compacted fabric
-Faster Ply lay-up
#03) Transfer Moulding
Transfer Moulding, like compression Moulding, is a process where the amount of Moulding material (usually a thermoset plastic) is measured and inserted before the Moulding takes place. The Moulding material is preheated and loaded into a chamber known as the pot. A plunger is then used to force the material from the pot through channels known as a sprue and runner system into the mold cavities. The mold remains closed as the material is inserted and is opened to release the part from the sprue and runner. The mold walls are heated to a temperature above the melting point of the mold material; this allows a faster flow of material through the cavities.
#04) Compression Moulding
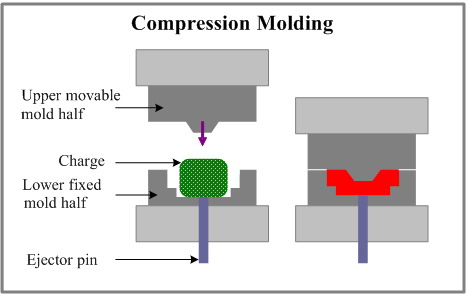 A method of Moulding in which the Moulding material, generally preheated, is first placed in an open, heated mold cavity. The mold is closed with a top force or plug member, pressure is applied to force the material into contact with all mold areas, and heat and pressure are maintained until the Moulding material has cured. The process employs thermosetting resins in a partially cured stage, either in the form of granules, putty-like masses, or preforms. Compression Moulding is a high-volume, high-pressure method suitable for Moulding complex, high-strength fiberglass reinforcements. Advanced composite thermoplastics can also be compression molded with unidirectional tapes, woven fabrics, randomly orientated fiber mat or chopped strand. The advantage of compression Moulding is its ability to mold large, fairly intricate parts. Compression Moulding produces fewer knit lines and less fiber-length degradation than injection Moulding.
#05) Reaction Injection Moulding
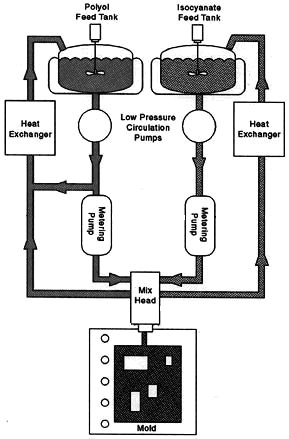 RIM parts are created through a process that begins when two liquid reactants - an isocyanate component and a polyol resin mixture - are held in separate tanks at an elevated temperature with agitators. These liquids are fed through supply lines at high pressure to the mixhead.
When the injection begins, valves open in the mixhead and the liquids enter a chamber in the mixhead at high pressures (usually between 1,500 and 3,000 psi) and high speeds. Here they are mixed by high-velocity impingement. From the mix chamber, the mixed liquid flows into the mold at atmospheric pressure and undergoes an exothermic chemical reaction, forming a polymer in the mold.
Reaction time is usually expressed in seconds. For extremely large parts the reaction time can be extended to allow for proper filling of the mold.
#06) Blow Moulding
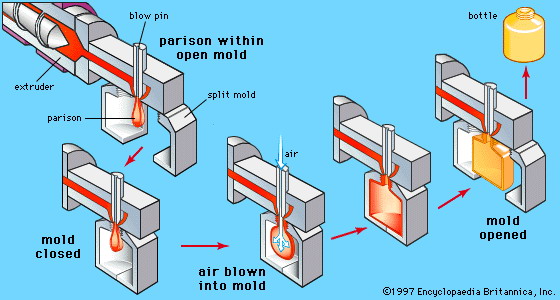 Blow Moulding (also known as blow moulding or blow forming) is a manufacturing process by which hollow plastic parts are formed. In general, there are three main types of blow Moulding: extrusion blow Moulding, injection blow Moulding, and stretch blow Moulding. The blow Moulding process begins with melting down the plastic and forming it into a parison or preform. The parison is a tube-like piece of plastic with a hole in one end in which compressed air can pass through.
The parison is then clamped into a mold and air is pumped into it. The air pressure then pushes the plastic out to match the mold. Once the plastic has cooled and hardened the mold opens up and the part is ejected.
#07) Extrusion Moulding
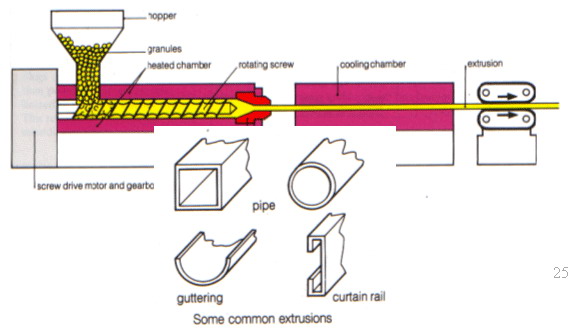 Plastics extrusion is a high volume manufacturing process in which raw plastic material is melted and formed into a continuous profile. Extrusion produces items such as pipe/tubing, weather stripping, window frames, plastic sheeting, adhesive tape and wire insulation. Thermoplastic materials are fed from a hopper into the heated barrel of an extruder. A rotating helical screw inside the barrel pushes the plastic through the barrel toward the die located at the end of the machine. Molten plastic is then forced through the die opening. Thus, the process of forming a continuous piece of plastic by forcing it through a shaping orifice with or without the presence of heat is called plastic extrusion Moulding.
#08) Rotational Moulding
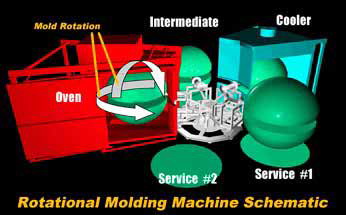  Rotational Moulding, also known as rotoMoulding, rotocasting or spin casting, is a Moulding process for creating many kinds of mostly hollow items, typically of plastic.
A three motor powered (tri-power) rotational Moulding or spin casting machine.A heated hollow mold is filled with a charge or shot weight of material, it is then slowly rotated (usually around two perpendicular axes) causing the softened material to disperse and stick to the walls of the mold. In order to maintain even thickness throughout the part, the mold continues to rotate at all times during the heating phase and to avoid sagging or deformation also during the cooling phase. The process was applied to plastics in the 1940s but in the early years was little used because it was a slow process restricted to a small number of plastics. Over the past two decades, improvements in process control and developments with plastic powders have resulted in a significant increase in usage.
#09) Vacuum forming
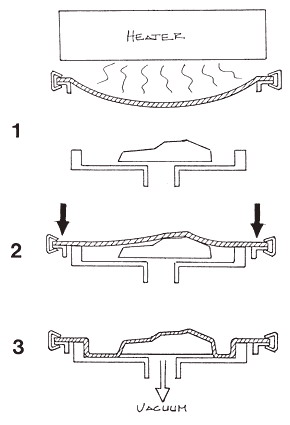 Vacuum forming, commonly known by people as vacuuforming, is a simplified version of thermoforming, whereby a sheet of plastic is heated to a forming temperature, stretched onto or into a single-surface mold (BrE, mould), and held against the mold by applying vacuum between the mold surface and the sheet. The vacuum forming process can be used to make most product packaging, speaker casings and even car dashboards.
Normally, draft angles must be present in the design on the mold (a recommended minimum of 3°), otherwise release of the formed plastic and the mold is very difficult.
Vacuum forming is usually – but not always – restricted to forming plastic parts that are rather shallow in depth. A thin sheet is formed into rigid cavities for unit doses of pharmaceuticals and for loose objects that are carded or presented as point-of-purchase items. Thick sheet is formed into permanent objects such as turnpike signs and protective covers.
Relatively deep parts can be formed if the form-able sheet is mechanically or pneumatically stretched prior to bringing it in contact with the mold surface and before vacuum is applied.
Suitable materials for use in vacuum forming are conventionally thermoplastics, the most common and easiest being High Impact Polystyrene Sheeting (HIPS). This is molded around a wood, structural foam or cast/machined aluminum mold and can form to almost any shape. Vacuum forming is also appropriate for transparent materials such as acrylic which are widely used in applications for aerospace such as passenger cabin window canopies for military fixed wing aircraft and "bubbles" for rotary wing aircraft.
#10) Matched Moulding
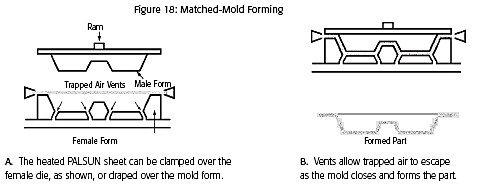 Press the hot sheet between two matched molds. Using no vacuum or pressure, the parts can be easily formed producing crisp details and textured parts. The matched mold method and/or high pressure mechanical shaping of the hot sheets also enables thermoforming of thermoplastic composite materials.
#11) Trapped-Sheet Contact-Heat Pressure Forming
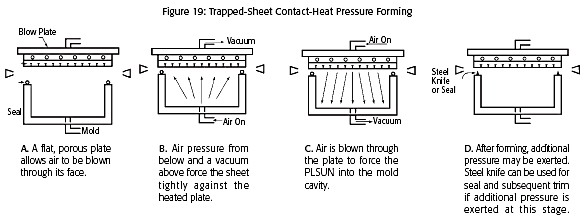 A similar technique to straight vacuum forming, airpressure and a vacuum assist are used to forced the heated sheet into a female mold.
#12) Low Pressure Moulding
o Expended Polypropylene Moulding
The process uses pre-expanded EPP beads as a substrate. The preformed or non-formed TPO skin is inserted in the tool. The press closes and EPP beads are blown from behind the TPO trim. Steam fuses the beads to each other and also to the trim material. Water is sprayed on both sides of the tool until the part reaches an appropriate removal temperature. This process is developed by JSPI Corporation. One can use TPO bilaminate and steam PP beads behind it to reduce one fabrication step and cost. In mold skin-forming capability will make this process more attractive. The low tool cost investment is also very attractive for low volume applications.
o Expanded Polystyrene Moulding
The mold used consists of two hemispherical parts that fit together forming an empty ball-shaped cavity. The two empty parts of the mold are filled with the pre-foamed eps beads. One part of the mold covered with a plastic plate is put on the other part. After the plastic plate is removed the two parts of the mold are bolt together. The eps-filled mold is placed for 10 minutes into a beaker containing boiling water. After fusing (Moulding) the mold is cooled down by cold water. Afterwards the mold is opened and carefully the polystyrene ball is taken from the mold.
o Back-Injection Moulding
This process is performed by injecting a puddle of plastic in a nearly closed injection mold or by using a sequential valve gating system for melt injection. The process sequence follows: A TPO skin or skin/foam laminate is inserted, the mold clamps shut, the injected plastic flows and sets, and the finished part is cycled out.
o Back-Compression Moulding
The TPO skin or skin/foam laminate is inserted in an open mold, the mold is partially closed and plastic is injected at controlled pressure behind the material followed by compression Moulding. Another variation of the process consists of 1) inserting the TPO cover stock, 2) deposition of melt strip in an open vertical mold by reciprocating screw extruder having X, Y, Z movement, 3) compression forming and cooling, and 4) deMoulding. This is known as Extrusion Deposition Compression Moulding (EDCM).
#13) Vacuum plug assist Moulding
 A process of Moulding a thermoplastic sheet for making blister packaging. The process particularly includes preMoulding steps of brining the sheet into close contact with the outer cylindrical surface of a Moulding drum, preheating the sheet and concurrently vacuum sucking the sheet into a cavity defined on the outer cylindrical surface of the drum, to partially form a pocket in the sheet, and a full-Moulding step of vacuum sucking the sheet and concurrently inserting the sheet into the cavity by means of a plug so that the pocket is conformed to the shape of the plug.
#14) Pressure plug assist forming
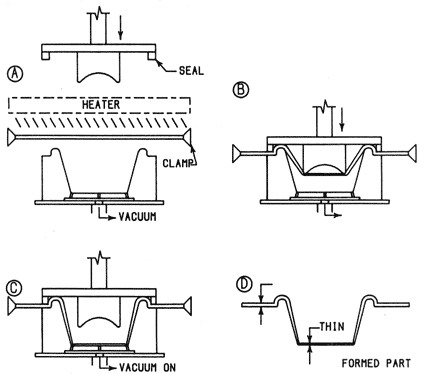 Plug assist forming is a widely used forming technique and requires the use of a female (cavity) mold. The limited depth of draw of female molds is improved by the use of plug assist. With plug assist the plastic sheet is mechanically pre-stretched by a plug that is pushed into the hot plastic before the application of vacuum to the mold. The plug has a geometry that is usually 10 - 30 percent smaller than the interior of the female mold cavity. The plug is constructed of materials with low thermal conductivity or is heated. Low thermal conductivity plugs or heated plugs must be used to keep the plastic sheet from cooling when the sheet comes in contact with it. Materials such as wood, syntactic foam, and cast thermoset plastics can be used to make a low thermally conductive plug. This insulator type plug can be covered with felt to reduce mark-off. Aluminum with temperature controlled electric heaters can also be used. Aluminum plugs produce excellent results but are usually more costly than insulator type plugs. Different wall and bottom thickness can be produced by controlling how deep the plug goes into the mold and by controlling and varying plug temperatures.
The steps in plug assist forming are:
After the sheet is heated and the sheet cart moves back to the forming area, the bottom platen moves up to the plastic sheet and seals.
The top platen with the plug moves down pushing the plug into the hot plastic.
After the plug reaches the required depth, vacuum is applied to the female mold forming the plastic to the contours of the mold.
The top platen moves back up and cooling fans cool the plastic covering the inside of the female mold.
Advantages
better wall thickness uniformity especially for cup or box shapes
reduces stretching or thinning of material during forming.
#15) Lost Foam Casting
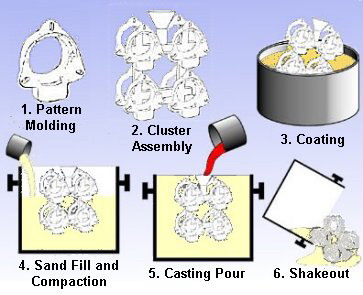 First, a pattern is made from polystyrene foam, which can be done many different ways. For small volume runs the pattern can be hand cut or machined from a solid block of foam; if the geometry is simple enough it can even be cut using a hot-wire foam cutter. If the volume is large, then the pattern can be mass-produced by a process similar to injection Moulding. Pre-expanded beads of polystyrene are injected into a preheated aluminum mold at low pressure. Steam is then applied to the polystyrene which causes it to expand more to fill the die. The final pattern is approximately 97.5% air and 2.5% polystyrene. Pre-made pouring basins, runners, and risers can be hot glued to the pattern to finish it.
Next, the foam cluster is coated with ceramic investment, also known as the refractory coating, via dipping, brushing, spraying or flow coating. This coating creates a barrier between the smooth foam surface and the coarse sand surface. Secondly it controls permeability, which allows the gas created by the vaporized foam pattern to escape through the coating and into the sand. Controlling permeability is a crucial step to avoid sand erosion. Finally, it forms a barrier so that molten metal does not penetrate or cause sand erosion during pouring. After the coating dries, the cluster is placed into a flask and backed up with un-bonded sand. The sand is then compacted using a vibration table. Once compacted, the mold is ready to be poured. Automatic pouring is commonly used in LFC, as the pouring process is significantly more critical than in conventional foundry practice.
#16) Selective Laser Sintering
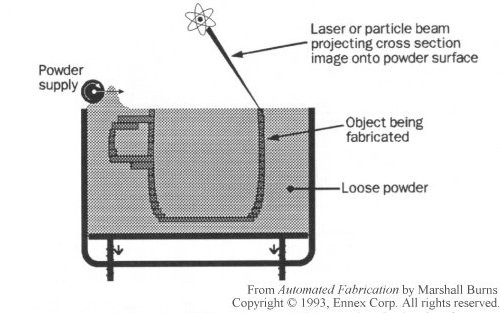 Sintering is a method for making objects from powder, by heating the material (below its melting point) until its particles adhere to each other
Selective laser sintering (SLS) is an additive manufacturing technique that uses a high power laser (for example, a carbon dioxide laser) to fuse small particles of plastic, metal (direct metal laser sintering), ceramic, or glass powders into a mass that has a desired 3-dimensional shape. The laser selectively fuses powdered material by scanning cross-sections generated from a 3-D digital description of the part (for example from a CAD file or scan data) on the surface of a powder bed. After each cross-section is scanned, the powder bed is lowered by one layer thickness, a new layer of material is applied on top, and the process is repeated until the part is completed.
#17) Twin-Sheet Forming
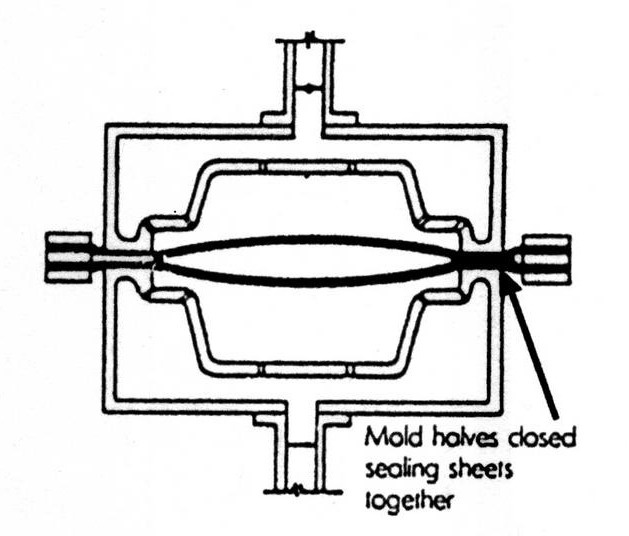 Twin-sheet thermoforming is a process of vacuum or pressure forming two sheets of plastic essentially simultaneously, with a separate mold on the top and bottom platens. Once the plastic has been molded, it remains in the molds, and while still at its forming temperature the two molds are brought together under high pressures, and the two sheets are welded wherever the molds dictate a weld.
The process creates 3 dimensional parts with formed features on both sides. The parts are typically very strong, stiff, and quite light-weight.
|
|||
|