
|
| Information | |||
INJECTION MOLD P5 7 ThermoplasticsInjection molding is the most important molding method for thermoplastics. It is based on the ability of thermoplastic materials to be softened by heat and to harden when cooled. The process thus consists essentially of softening the material in a heated cylinder and injecting it under pressure into the mold cavity, where it hardens by cooling. Each step is carried out in a separate zone of the same apparatus in the cyclic operation.
A diagram of a typical injection-molding machine is shown in FIGURE PP.6. Granular material (the plastic resin) falls from the hopper into the barrel when the plunger is withdrawn. The plunger then pushes the material into the heating zone, where it is heated and softened (plasticized or plasticated). Rapid heating takes place due to spreading of the polymer into a thin film around a torpedo. The already molten polymer displaced by this new material is pushed forward through the nozzle, which is in intimate contact with the mold. The molten polymer flows through the sprue opening in the die, down the runner, past the gate, and into the mold cavity. The mold is held tightly closed by the clamping action of the press platen. The molten polymer is thus forced into all parts of the mold cavities, giving a perfect reproduction of the mold.
The material in the mold must be cooled under pressure below Tm or Tg before the mold is opened and the molded part is ejected. The plunger is then withdrawn, a fresh charge of material drops down, the mold is closed under a locking force, and the entire cycle is repeated. Mold pressures of 8,000�000 psi (562�12 kg/cm2) and cycle times as low as 15 sec are achieved on some machines.
Note that the feed mechanism of the injection molding machine is activated by the plunger stroke. The function of the torpedo in the heating zone is to spread the polymer melt into thin film in close contact with the heated cylinder walls. The fins, which keep the torpedo centered, also conduct heat from the cylinder walls to the torpedo, although in some machines the torpedo is heated separately.
Injection-molding machines are rated by their capacity to mold polystyrene in a single shot. Thus a 2- oz machine can melt and push 2 oz of general-purpose polystyrene into a mold in one shot. This capacity is determined by a number of factors such as plunger diameter, plunger travel, and heating capacity.
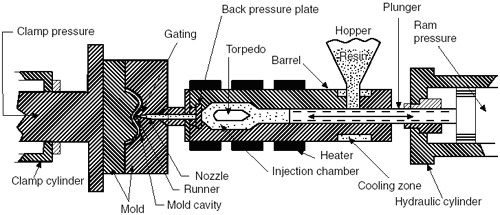 FIGURE PP.6 Cross-section of a typical plunger injection-molding machine.
The main component of an injection-molding machine are (1) the injection unit which melts the molding material and forces it into the mold; (2) the clamping unit which opens the mold and closes it under pressure; (3) the mold used; and (4) the machine controls.
|
|||
|